
V-cut is ideal for straight-edge PCBs and high-volume production because it enables fast, clean separation. Mouse bites are better for irregular shapes, thick boards, or edge-sensitive components, as they reduce mechanical stress during depaneling. In many cases, a hybrid approach combining both methods delivers the best balance of efficiency and reliability.
Understanding the Mechanics: Mouse Bites vs. V-Cut
In PCB manufacturing, panelization is the process of grouping multiple boards onto a single large sheet to streamline assembly. Depaneling—the act of separating these boards—requires a pre-defined mechanical weakness in the substrate.
Mouse Bites (Stamp Holes)
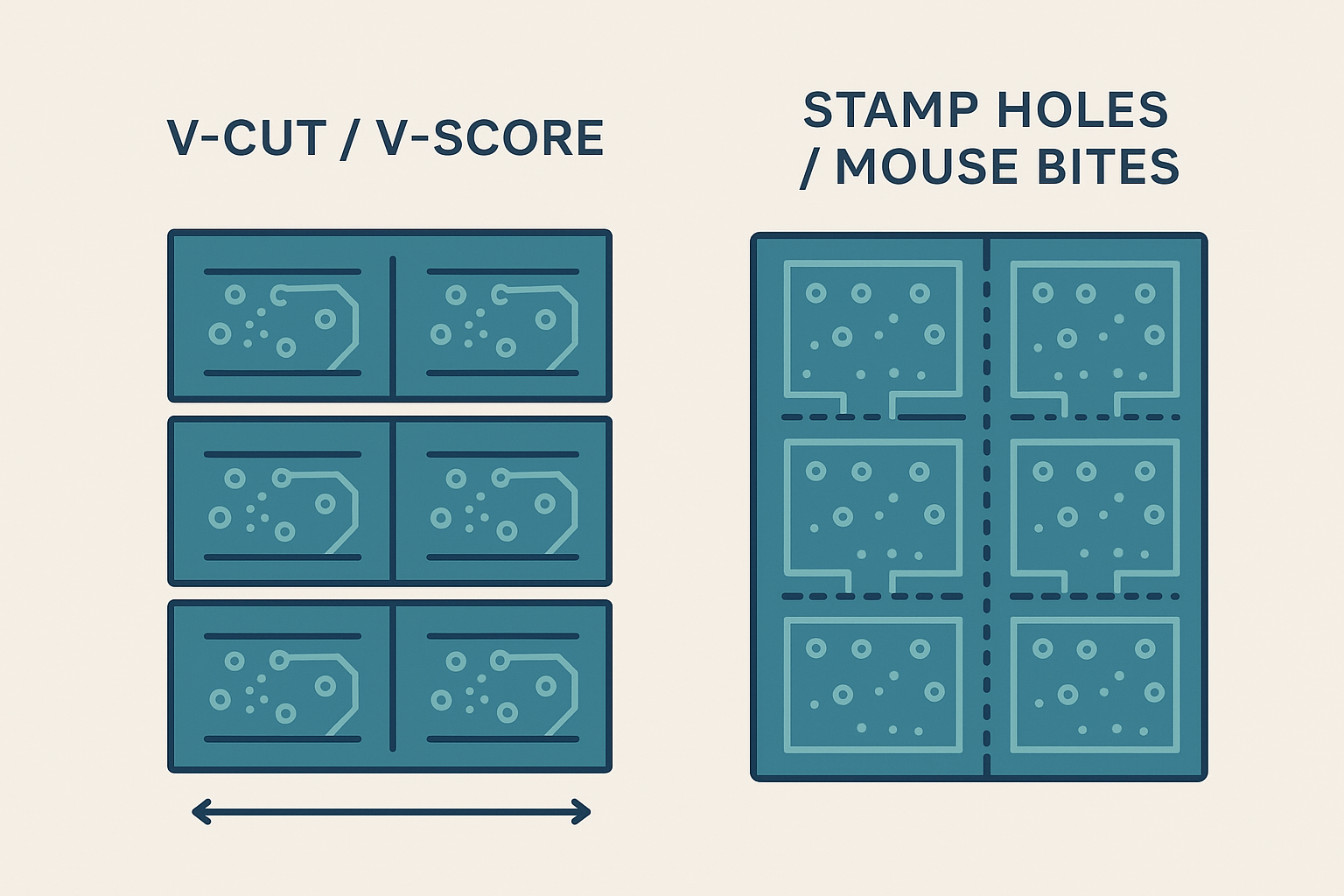
Mouse bites, or stamp holes, are a series of small, closely spaced holes drilled into a breakout tab. The PCB outline is mostly routed out using a CNC bit, leaving only these perforated tabs to hold the board in the panel. When snapped, the resulting edge has small protrusions of fiberglass, resembling a "bite," which may require secondary sanding if a flush edge is necessary.
V-Cut (V-Scoring)
V-scoring involves cutting a triangular groove into the top and bottom of the PCB, leaving a thin bridge of material (the "web") in the center. Typically, for a standard 1.6mm board, the V-score removes $1/3$ of the thickness from each side, leaving approximately 0.5mm to 0.6mm of material. This allows the boards to be "snapped" apart manually or via a specialized circular blade depaneler.
Key Differences: V-Cut vs. Mouse Bites
When to Use V-Cut, Mouse Bites, or Hybrid Methods
Selecting the right method is a matter of balancing mechanical risk against production throughput.
When to Use V-Cut?
V-scoring is the industry standard for efficiency. It is the ideal choice when:
The PCB is rectangular or square: The scoring blade must travel in a continuous straight line across the entire panel.
High-volume throughput is required: V-scoring is significantly faster than CNC routing.
Component clearance is adequate: You have at least 1.0mm of space between the edge of the board and the nearest SMT components (especially ceramic capacitors, which are prone to cracking).
Edge aesthetics matter: You need a flush, professional edge without the "nubs" left by tabs.
When to Use Mouse Bites?
Mouse bites are the "surgical" option. They are mandatory when:
Irregular Geometries: If your board has rounded corners, circular cutouts, or L-shaped protrusions, a V-cut blade cannot follow the contour.
Overhanging Components: Connectors (like USB-C or audio jacks) that overhang the edge of the PCB would be sliced by a V-cut blade. Tabs allow the router to move around these components.
Board Thickness is an Issue: Very thin boards ($<0.8$mm) may break prematurely with V-cuts, while very thick boards ($>2.0$mm) may require too much force to snap, risking internal delamination.
High-Reliability Requirements: In aerospace or medical sectors, the localized stress of a mouse bite tab is often preferred over the longitudinal stress of a V-score.
When to Go Hybrid?
Modern, high-density panels often utilize a Hybrid Approach. This involves using V-cuts for the long, parallel edges of the panel to maintain rigidity during the SMT reflow process, while using mouse bites for the short edges or areas with complex connectors.
A hybrid design prevents "panel sag" in the oven—a common issue with fully routed panels—while still accommodating the complex mechanical features of the individual PCBs.
Cost and throughput: what purchasing should care about?
If you’re buying assembled boards, the “cost” isn’t just the PCB price; it’s the total cost to deliver good units.
When can the V-score reduce the total cost?
V-score usually wins on throughput for straight-line arrays:
Faster depaneling in volume (less routing time)
Cleaner edge with less manual finishing
Tighter panel packing because boards can sit closer along score lines
This is why the V-score is often used in consumer electronics with regular outlines. For a buyer, the advantage is simple: fewer seconds per unit at the end of the line.
When is a mouse bite the cheaper option?
Mouse bites can look “messier,” but they can reduce cost when a V-score would cause yield problems:
Less risk of cracking or flexing damage during separation
More freedom to panelize irregular shapes (avoids expensive redesign)
Safer choice when components are close to the edge (less chance of latent failures)
If V-score causes even a small percentage of damaged units or rework, mouse bites can win the total cost calculation.
For a broader view of how panelization choices affect utilization and processing cost, PCBGOGO’s consumer electronics guide is a useful reference point: panelization cost optimization strategies.
PCBGOGO Panelization Solutions and Services
At PCBGOGO, we understand that panelization is not just about fitting as many boards as possible onto a sheet; it is about ensuring manufacturability and long-term reliability. Our engineering team provides a comprehensive Design for Manufacturing (DFM) review for every order to solve common depaneling pain points:
Precision V-Scoring: We maintain strict control over scoring depth and alignment to ensure consistent separation force, reducing the risk of micro-cracking in sensitive MLCCs.
Custom Tab Placement: Our engineers can advise on the optimal number and placement of stamp holes (typically 5–8 tabs per 10cm) to prevent board warpage during assembly.
Advanced CNC Routing: For boards with tight tolerances or overhanging components, our high-speed routing ensures clean paths and minimal fiberglass dust contamination.
Turnkey Assembly Support: Because we handle both fabrication and assembly, we design panels that are optimized for our pick-and-place machines, ensuring high yield from start to finish.
Whether you are in the prototyping phase or moving into mass production, PCBGOGO offers the technical expertise to optimize your panel layout for cost and quality.
[Contact us for a custom panelization review] or [Get an Instant Quote] today.
FAQs
1. Does V-scoring affect signal integrity?
If copper traces or ground planes are too close to the V-score line (less than 0.5mm), the snapping process can cause "copper lifting" or expose the copper to oxidation. Always maintain proper copper pull-back from the score line.
2. How many holes should be in a mouse bite tab?
A standard mouse bite tab typically uses 3 to 5 small holes (0.5mm diameter). Using too many holes makes the panel too fragile for handling; too few makes depaneling difficult and increases mechanical stress.
3. Is V-cut always cheaper than routing?
In high volumes, yes. V-cut is a much faster process than CNC routing. However, for small prototype runs with irregular shapes, the setup cost for routing (mouse bites) is often more practical.
4. Can I use V-cuts on a 0.6mm thin PCB?
It is generally not recommended. Thin boards lack the structural integrity to handle the scoring process without bowing or breaking prematurely. Mouse bites with a solid frame are a safer choice for thin substrates.
Key Takeaways
V-cut is ideal for straight-edge PCBs and high-volume production with clean edge requirements.
Mouse bites are essential for irregular shapes, thick boards, and edge-sensitive designs.
Insufficient tab quantity is a common cause of PCB cracking during depaneling.
Proper clearance (≥1 mm for components, ≥2 mm for high-frequency traces) is critical for reliability.
Hybrid panelization is widely used to balance efficiency, flexibility, and mechanical stability.
Paneling decisions directly impact yield, cost, and long-term product reliability.

